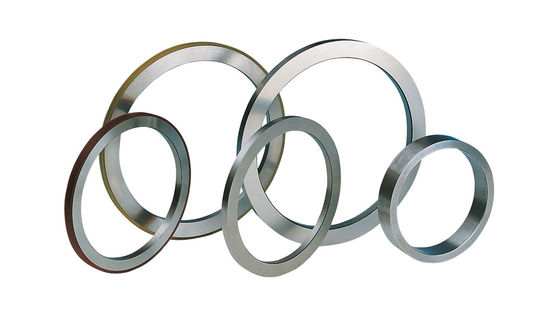
SENDA fabrica lâminas cortadoras rotativas HRC55 para corte longitudinal contínuo de chapas, bobinas e tiras de aço inoxidável.
Cada lâmina é personalizada de acordo com o tipo de aço inoxidável, espessura do material, resistência à tração, velocidade de corte, dimensões da árvore e condições da máquina. D2 e SKD11 estão disponíveis como principais opções de material de lâmina, com uma faixa de dureza de HRC 55–57.
Para tamanhos de lâmina aplicáveis, a tolerância de espessura pode ser controlada até ±0,001 mm, o paralelismo até 0,002 mm e a rugosidade da superfície polida até Ra 0,1 μm.
Principais informações do produto
|
Item
|
Especificação
|
| Material da lâmina |
D2/SKD11 |
| Dureza |
CDH 55–57 |
| Dimensões |
Personalizado de acordo com desenhos |
| Quantidade mínima |
2 peças |
| Tempo de espera |
Cerca de 35 dias |
| Embalagem |
Caixa de madeira |
| Reafiação |
Disponível para clientes estrangeiros |
Visão geral do produto
As lâminas de corte rotativas HRC55 são instaladas nos mandris superiores e inferiores das máquinas de corte de aço inoxidável. As lâminas usam folga horizontal controlada e sobreposição vertical para dividir continuamente chapas ou bobinas de aço inoxidável em tiras mais estreitas.
As aplicações típicas incluem:
- Linhas de corte de bobinas de aço inoxidável
- Máquinas de corte de chapa de aço inoxidável
- Produção de tiras de aço inoxidável
- Centros de serviços de processamento de metal
- Processamento de tiras de aço inoxidável de precisão
- Corte de bordas em aço inoxidável
- Sistemas de corte multifacas
O resultado final do corte não é determinado apenas pela dureza. O material da lâmina, a precisão dimensional, a geometria da aresta de corte, a condição da árvore, a configuração do espaçador e os parâmetros de instalação também devem corresponder à aplicação.
Antes da produção, SENDA analisa o tipo de aço inoxidável, espessura, resistência à tração, dimensões da lâmina e condições da máquina.
Problemas comuns em corte de aço inoxidável
Rebarbas excessivas nas bordas
Rebarbas excessivas podem estar relacionadas a folga horizontal incorreta, arestas de corte desgastadas, erros de instalação da lâmina ou desvio da árvore.
A espessura e o paralelismo da lâmina também afetam a posição de corte entre as lâminas superior e inferior. Em sistemas de corte com múltiplas facas, desvios dimensionais em lâminas e espaçadores individuais podem se acumular e alterar a folga de corte real.
O controle de rebarbas, portanto, requer uma avaliação tanto das lâminas quanto da configuração completa da ferramenta.
Lascamento de ponta
O lascamento da lâmina nem sempre é causado por dureza insuficiente.
Se a dureza for muito alta sem tenacidade suficiente, poderá ocorrer lascamento local ao cortar aço inoxidável de alta resistência, operar com sobreposição excessiva da lâmina ou encontrar impacto anormal.
Se a dureza for muito baixa, o desgaste da aresta de corte e a frequência de reafiação poderão aumentar.
A faixa HRC 55–57 deve, portanto, ser compatível com a condição de tratamento térmico de D2 ou SKD11, resistência do aço inoxidável, espessura do material e carga da máquina.
Desgaste irregular da lâmina
O desgaste unilateral ou localizado da lâmina pode estar relacionado a:
- Planicidade ou paralelismo da lâmina
- Excentricidade da árvore
- Configuração de espessura do espaçador
- Condição de travamento da ferramenta
- Carregamento irregular
- Variações na espessura do aço inoxidável
- Correspondência incorreta entre lâmina e peça de trabalho
Antes de substituir as lâminas, os mandris, espaçadores, anéis de decapagem e condições de instalação também devem ser inspecionados.
Largura da faixa instável
A variação da largura da tira pode ser causada pela espessura da lâmina, precisão do espaçador, posicionamento do eixo, travamento da ferramenta ou rastreamento do material.
Para linhas de corte com múltiplas lâminas, o controle dimensional deve abranger todo o conjunto de ferramentas, e não apenas as lâminas de corte rotativas individuais.
Por que o material da lâmina, a dureza e a precisão devem ser combinados
HRC55 não é o único fator de seleção
HRC55 indica o nível de dureza Rockwell da lâmina, mas não pode determinar de forma independente se a lâmina é adequada para uma linha de corte de aço inoxidável específica.
A seleção da lâmina também deve considerar:
- Classe de aço inoxidável
- Espessura do material
- Resistência à tração ou dureza
- Velocidade de corte
- Largura de tira necessária
- Diâmetro externo da lâmina, diâmetro interno e espessura
- Condições da máquina e do mandril
- Problemas existentes de rebarbas, lascas ou desgaste
D2 e SKD11 podem ser tratados termicamente na faixa HRC 55–57. O material final e a configuração do tratamento térmico devem ser selecionados de acordo com as condições reais de operação.
A tolerância à espessura afeta o conjunto de ferramentas
Para tamanhos de lâmina aplicáveis, SENDA pode controlar a tolerância de espessura da lâmina até ±0,001 mm.
Em um conjunto de ferramentas com múltiplas lâminas, as espessuras da lâmina e do espaçador determinam a largura acumulada da ferramenta. Desvios acumulados excessivos podem resultar em variação na largura da tira ou em uma diferença entre a folga de corte real e a projetada.
O valor ±0,001 mm não se aplica a todos os diâmetros e espessuras. As tolerâncias finais são confirmadas de acordo com as dimensões da lâmina e grau de precisão exigido.
O paralelismo afeta o contato da lâmina
Para tamanhos de lâmina aplicáveis, o paralelismo pode ser controlado até 0,002 mm.
O desvio do paralelismo pode causar contato localizado, carregamento irregular ou desgaste inconsistente da aresta de corte. O paralelismo controlado ajuda a manter a posição de contato pretendida entre as lâminas superiores e inferiores.
A rugosidade da superfície afeta o atrito e o contato
A superfície retificada fina padrão pode atingir Ra 0,2 μm.
Para tamanhos de lâmina aplicáveis, está disponível uma superfície polida de até Ra 0,1 μm.
O acabamento superficial necessário deve ser selecionado de acordo com os requisitos da superfície do aço inoxidável, adesão do material, velocidade de corte e condições operacionais.
Solução de lâmina cortadora rotativa SENDA HRC55
Personalizado de acordo com desenhos e condições operacionais
SENDA fabrica lâminas cortadoras rotativas HRC55 de acordo com desenhos do cliente, amostras físicas ou dimensões de lâmina existentes.
Os itens personalizáveis incluem:
- Diâmetro externo
- Diâmetro interno
- Espessura da lâmina
- Ajuste do furo
- Geometria de ponta
- Dureza
- Planicidade
- Paralelismo
- Rugosidade superficial
- Proteção contra ferrugem
- Método de embalagem
O tipo de aço inoxidável, faixa de espessura, resistência à tração, velocidade de corte e condições da máquina são revisados antes da produção.
Opções de materiais D2 e SKD11
D2 e SKD11 são aços para ferramentas para trabalho a frio usados em lâminas de corte de metal.
A seleção final do material depende de:
- Resistência do aço inoxidável
- Espessura do material
- Carga de ponta
- Modo de desgaste esperado
- Risco de lascas
- Requisitos de reafiação
- Condições da linha de corte
O valor HRC 55–57 mostrado nesta página é a faixa de dureza disponível da lâmina. Isso não significa que todas as aplicações utilizem um processo de tratamento térmico idêntico.
Retificação de Precisão e Controle Dimensional
SENDA controla os seguintes itens de acordo com as dimensões da lâmina e desenho aprovado:
- Espessura da lâmina
- Planicidade
- Paralelismo
- Dimensões do furo
- Concentricidade ou desvio radial
- Condição de ponta
- Rugosidade superficial
Para tamanhos de lâmina aplicáveis:
- A tolerância de espessura pode atingir ±0,001 mm
- O paralelismo pode chegar a 0,002 mm
- A rugosidade da superfície padrão pode atingir Ra 0,2 μm
- A rugosidade da superfície polida pode atingir Ra 0,1 μm
Suporte completo para ferramentas de corte
Além das lâminas de corte rotativas, a SENDA pode fornecer componentes de ferramentas correspondentes de acordo com a largura de tira necessária, método de decapagem de material e estrutura da máquina.
Os componentes disponíveis incluem:
- Espaçadores de aço
- Calços
- Anéis de PU
- Anéis de borracha
- Anéis separadores
- Anéis descascadores de aço
Lâminas, espaçadores e componentes de decapagem devem ser configurados como um sistema de ferramentas completo para reduzir incompatibilidade dimensional e decapagem de material instável.
Especificações Técnicas
|
Parâmetro
|
Especificação
|
| Nome do produto |
Lâminas giratórias da talhadeira HRC55 |
| Aplicativo |
Corte de chapas, bobinas e tiras de aço inoxidável |
| Material da lâmina |
D2/SKD11 |
| Dureza |
CDH 55–57 |
| Diâmetro Externo |
Personalizado de acordo com desenho |
| Diâmetro interno |
Personalizado de acordo com as dimensões do mandril |
| Espessura da Lâmina |
Personalizado de acordo com a configuração de ferramentas |
| Tolerância de Espessura |
Até ±0,001 mm para tamanhos de lâmina aplicáveis |
| Paralelismo |
Até 0,002 mm, dependendo das dimensões |
| Planicidade |
Controlado de acordo com o diâmetro da lâmina, espessura e requisitos de desenho |
| Tolerância ao furo |
De acordo com o desenho aprovado e ajuste do mandril |
| Concentricidade/Excentricidade Radial |
De acordo com o desenho aprovado e o dado de inspeção |
| Rugosidade de superfície padrão |
Ra 0,2 μm |
| Rugosidade de superfície polida |
Até Ra 0,1 μm para tamanhos de lâmina aplicáveis |
| Geometria de borda |
Personalizado de acordo com a aplicação de corte |
| Base de Fabricação |
Desenho, amostra ou dimensões da lâmina existente |
| Ferramentas correspondentes |
Espaçadores, calços, anéis de PU, anéis de borracha e anéis de remoção |
| Quantidade mínima |
2 peças |
| Tempo de espera |
Cerca de 35 dias |
| Embalagem Padrão |
Caixa de madeira |
| Serviço de reafiação |
Disponível para clientes estrangeiros |
| Certificação |
ISO 9001 |
| País de origem |
China |
Observação:Os valores de precisão listados não se aplicam a todos os tamanhos de lâmina. As tolerâncias finais e critérios de inspeção são confirmados de acordo com o diâmetro da lâmina, espessura, material e desenho aprovado.
Aplicações de corte de aço inoxidável
As lâminas cortadoras rotativas HRC55 são usadas para corte longitudinal de chapas, bobinas e tiras de aço inoxidável.
A configuração da lâmina deve ser selecionada de acordo com o tipo específico de aço inoxidável e as condições operacionais.
Diferentes classes de aço inoxidável podem ter diferentes:
- Resistência à tracção
- Comportamento de endurecimento do trabalho
- Requisitos de superfície
- Requisitos de corte de borda
- Riscos de lascas e desgaste
A descrição geral “aço inoxidável” não é suficiente para a seleção final da lâmina. Os clientes devem fornecer informações sobre classificação do material, faixa de espessura e resistência.
Como funcionam as lâminas de corte rotativas HRC55
As lâminas de corte rotativas são normalmente instaladas em pares nas árvores superiores e inferiores.
À medida que o aço inoxidável passa pela máquina, as lâminas superiores e inferiores criam uma ação de cisalhamento contínua através de folga horizontal controlada e sobreposição vertical.
A condição final de corte é afetada por:
- Material e dureza da lâmina
- Condição de ponta
- Folga horizontal
- Sobreposição vertical
- Precisão da árvore
- Paralelismo de lâmina
- Configuração de espessura do espaçador
- Arranjo de anel stripper
- Espessura do material
- Resistência à tracção
- Velocidade da linha de produção
Uma única relação de folga fixa não deve ser aplicada a todos os tipos de aço inoxidável.
A folga horizontal deve ser selecionada de acordo com o tipo de aço inoxidável, espessura do material, resistência à tração, condição necessária da borda e condição da máquina.
Uma folga insuficiente pode aumentar a carga de corte, o desgaste e o risco de lascamento. Folga excessiva pode resultar em uma zona de fratura mais ampla, aumento de rebarbas ou deformação da borda.
Como selecionar a lâmina cortadora HRC55 correta
Confirme o material de aço inoxidável
Forneça:
- Classe de aço inoxidável
- Série SUS
- Condição material
- Resistência à tracção
- Resistência ao escoamento ou dureza
O grau e a resistência do material afetam o material da lâmina, a dureza, a geometria da aresta e a folga de corte.
Confirme a espessura do material
Forneça:
- Espessura operacional normal
- Espessura mínima
- Espessura máxima
- Se a espessura muda durante a produção
A espessura do material afeta a carga da lâmina, as dimensões, a folga e os requisitos de sobreposição.
Confirme as dimensões da lâmina
As informações recomendadas incluem:
- Diâmetro externo
- Diâmetro interno
- Espessura da lâmina
- Chaveta ou estrutura de montagem
- Geometria de ponta
- Material da lâmina existente
- Dureza da lâmina existente
É preferível um desenho técnico. Quando não houver desenho disponível, os clientes podem fornecer fotografias, dimensões ou amostras físicas das lâminas existentes.
Confirme os parâmetros da máquina e da produção
Forneça:
- Modelo de máquina de corte
- Dimensões do mandril
- Velocidade de corte
- Largura de tira necessária
- Número de lâminas em cada conjunto de ferramentas
- Método de bloqueio de ferramentas
- Configuração existente do espaçador e do anel de remoção
As lâminas devem ser combinadas com os mandris e o sistema completo de ferramentas. Eles não devem ser fabricados usando apenas informações de diâmetro externo e interno.
Descrever problemas de corte existentes
Por favor, explique quaisquer problemas atuais, incluindo:
- Rebarbas excessivas
- Lascamento de ponta
- Reafiação frequente
- Desgaste irregular da lâmina superior e inferior
- Largura de faixa instável
- Arranhões superficiais de aço inoxidável
- Adesão de materiais
- Decapagem de material instável
SENDA pode avaliar se as lâminas, folgas, espaçadores, mandris e condições de instalação devem ser ajustados em conjunto.
Processo de Fabricação
A rota de fabricação das lâminas cortadoras rotativas HRC55 é determinada de acordo com o material da lâmina, dimensões, estrutura e requisitos de precisão.
Um processo típico inclui:
- Revisão de desenho e aplicação
- Seleção de material de lâmina
- Inspeção de matéria-prima
- Preparação em branco ou forjamento
- Tratamento térmico e têmpera
- Usinagem CNC de desbaste
- Usinagem interna e externa
- Moagem de superfície de precisão
- Usinagem de ponta
- Desbaste ou polimento fino
- Desmagnetização e prevenção de ferrugem
- Inspeção final
- Embalagem em caixa de madeira
Lâminas finas, lâminas de grande diâmetro e geometrias de arestas especiais podem exigir controles diferentes durante o tratamento térmico e o desbaste.
Inspeção e Controle de Qualidade
SENDA foi fundada em 1998 e conta com mais de 100 funcionários. A produção e a inspeção são gerenciadas sob um sistema de gestão de qualidade ISO 9001.
Dependendo do pedido e do desenho aprovado, os itens de inspeção podem incluir:
- Material da lâmina
- Dureza
- Diâmetro externo
- Diâmetro interno
- Espessura da lâmina
- Planicidade
- Paralelismo
- Concentricidade ou desvio radial
- Rugosidade superficial
- Condição de ponta
- Arranhões superficiais
- Lascas e rebarbas
- Marcação do produto
- Proteção contra ferrugem
- Condição da embalagem
Os requisitos de inspeção final são baseados no desenho aprovado, pedido e acordo técnico.
Serviço de reafiação no exterior
SENDA fornece serviços de reafiação de retorno à fábrica para clientes estrangeiros.
Antes da reafiação, as lâminas utilizadas são avaliadas quanto a:
- Desgaste de ponta
- Profundidade de lascamento
- Dimensões restantes da lâmina
- Condição de material e dureza
- Histórico de reafiação anterior
- Planicidade e paralelismo
- Rachaduras ou danos anormais
Quando as lâminas permanecem adequadas para reafiação, a SENDA pode realizar restauração de bordas, retificação de precisão, reinspeção dimensional, prevenção de ferrugem e reembalagem.
Nem todas as lâminas usadas podem ser retificadas. Lâminas com lascas profundas, dimensões restantes insuficientes ou danos estruturais podem precisar ser substituídas.
Embalagem, MOQ e entrega
Quantidade mínima de pedido
A quantidade mínima do pedido é:
2 peças
Isso suporta especificações personalizadas, confirmação de amostras e requisitos de substituição de pequenos lotes.
Tempo de espera
O prazo de entrega padrão é:
Cerca de 35 dias
O prazo de entrega final depende do material da lâmina, dimensões, quantidade, rota de tratamento térmico e requisitos de precisão.
Embalagem Padrão
A embalagem padrão é uma caixa de madeira.
A preparação da embalagem normalmente inclui:
- Limpeza da lâmina
- Proteção contra ferrugem
- Proteção de ponta
- Fixação individual ou em camadas
- Reforço interno da caixa de madeira
- Inspeção de marcação externa
O método de embalagem é ajustado de acordo com as dimensões da lâmina, peso e quantidade do pedido.
Perguntas frequentes
O HRC55 é adequado para todas as aplicações de corte de aço inoxidável?
Não.
HRC55 é um requisito de dureza da lâmina. Também deve ser avaliado juntamente com o material da lâmina, tipo de aço inoxidável, espessura do material, resistência à tração, velocidade de corte e risco de lascamento.
Como devo escolher entre D2 e SKD11?
Tanto D2 quanto SKD11 podem ser usados para lâminas de corte de metal.
A seleção final depende da resistência do aço inoxidável, espessura, carga de corte, modo de desgaste esperado, risco de lascamento e requisitos de reafiação.
SENDA confirma a configuração do material e do tratamento térmico após revisar as condições operacionais.
A SENDA pode fabricar lâminas conforme desenhos?
Sim.
SENDA pode fabricar lâminas cortadoras rotativas de acordo com desenhos do cliente, dimensões de lâmina existentes ou amostras físicas.
Os desenhos devem incluir preferencialmente o diâmetro externo, o diâmetro interno, a espessura, as tolerâncias, a geometria da borda e os requisitos de material.
Que precisão o SENDA pode fornecer?
Para tamanhos de lâmina aplicáveis:
- A tolerância de espessura pode atingir ±0,001 mm
- O paralelismo pode chegar a 0,002 mm
- A rugosidade da superfície padrão pode atingir Ra 0,2 μm
- A rugosidade da superfície polida pode atingir Ra 0,1 μm
A precisão final é confirmada de acordo com as dimensões da lâmina e requisitos de desenho.
A SENDA pode fornecer espaçadores e anéis de decapagem?
Sim.
A SENDA pode fornecer espaçadores de aço, calços, anéis de PU, anéis de borracha, anéis separadores e anéis decapadores de aço para configurações completas de ferramentas de corte.
A SENDA fornece reafiação para clientes estrangeiros?
Sim.
Antes da reafiação, as lâminas devem ser avaliadas quanto a desgaste, lascas, dimensões restantes, condição do material e histórico de reafiação anterior.
Quais informações são necessárias para uma cotação?
Forneça:
- Classe de aço inoxidável
- Faixa de espessura do material
- Resistência à tração ou dureza
- Velocidade de corte
- Largura de tira necessária
- Diâmetro externo da lâmina, diâmetro interno e espessura
- Modelo de máquina de corte
- Desenho ou amostra
- Material da lâmina existente
- Problemas atuais de corte
- Quantidade necessária
- Requisitos de ferramentas correspondentes
Informações de consulta
Para uma análise e cotação da aplicação, forneça:
- Classe de aço inoxidável
- Espessura mínima e máxima do material
- Resistência à tração ou dureza
- Velocidade de corte
- Largura de tira necessária
- OD da lâmina × ID × espessura
- Modelo da máquina de corte e dimensões do mandril
- Material e dureza da lâmina existente
- Problemas atuais de rebarbas, lascas ou desgaste
- Espaçadores, calços, anéis de PU ou anéis de remoção necessários
- Desenho, fotografias ou informações de amostra
- Quantidade necessária

 Por favor verifique seu email!
Por favor verifique seu email!