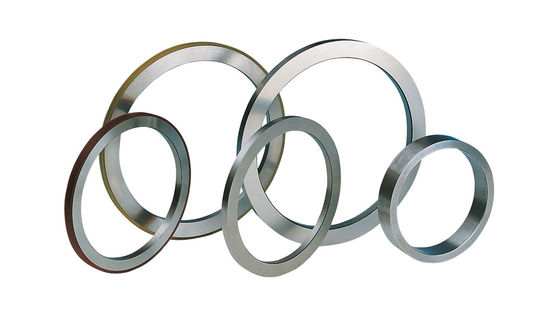
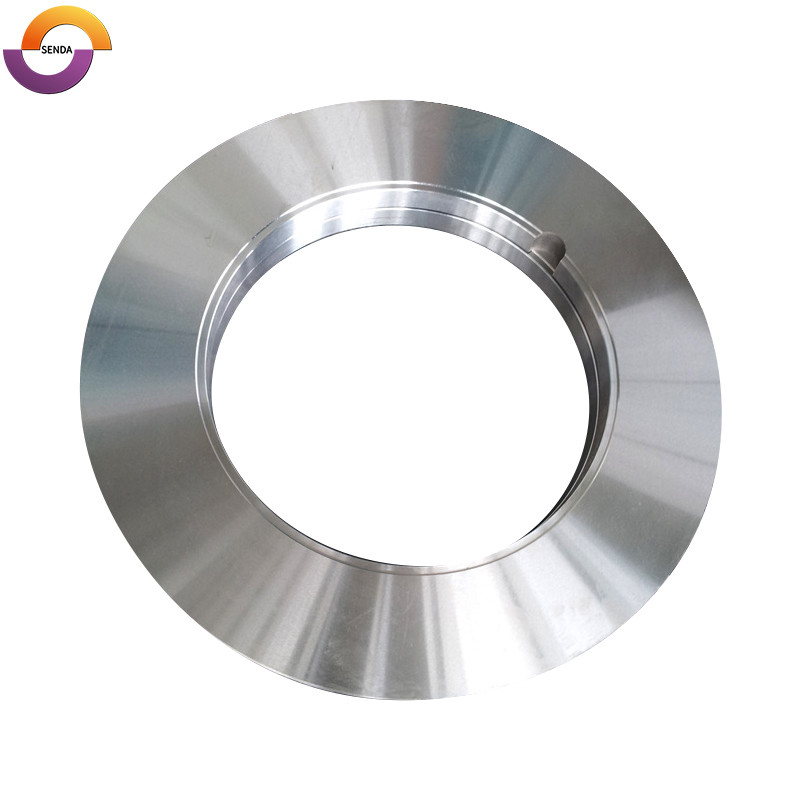
As lâminas cortadoras rotativas SENDA são projetadas para o corte longitudinal de bobinas, chapas e tiras de aço laminadas a quente resfriadas. As lâminas são montadas nos mandris superior e inferior de uma linha de corte. A folga horizontal controlada e a sobreposição da lâmina são usadas para cortar continuamente uma bobina de aço larga em tiras mais estreitas.
As lâminas podem ser customizadas de acordo com desenhos técnicos, dimensões de lâminas existentes ou amostras físicas. O material da lâmina, a dureza, a precisão dimensional e as ferramentas de suporte são selecionados de acordo com a espessura do aço laminado a quente, resistência à tração, velocidade de corte, condições da máquina e problemas atuais de corte.
Principais especificações do produto
|
Parâmetro
|
Especificação
|
| Nome do produto |
Lâminas de corte rotativas |
| Outros nomes |
Lâminas de corte em bobina, facas de corte circulares, lâminas de corte rotativas |
| Aplicativo |
Corte longitudinal de bobinas, chapas e tiras de aço laminadas a quente |
| Espessura de corte |
0,1–24 mm |
| Materiais Disponíveis |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Dureza do aço ferramenta |
HRC 62–64 para especificações aplicáveis de aço ferramenta |
| Diâmetro Externo Máximo |
600 milímetros |
| Tamanho de exemplo |
6.000″ DE × 3.000″ ID × 0,375″ T |
| Tolerância do diâmetro interno |
+0,02 mm |
| Concentricidade |
≤0,02mm |
| Tolerância de Espessura |
Até ±0,001 mm, dependendo do diâmetro da lâmina |
| Rugosidade de superfície padrão |
Ra 0,2 μm |
| Rugosidade de superfície polida |
Até Ra 0,1 μm para tamanhos aplicáveis |
| Velocidade de referência da indústria de medidor fino |
Até aproximadamente 305 m/min |
| Personalização |
De acordo com desenhos, dimensões ou amostras |
| Quantidade mínima |
2 peças |
| Prazo de entrega |
30–35 dias |
O tamanho de exemplo listado não é uma especificação padrão fixa. O diâmetro externo, diâmetro interno, espessura, material, dureza e tolerâncias finais são fabricados de acordo com o desenho aprovado e as condições reais de corte.
Aplicações para corte de aço laminado a quente
Essas lâminas de corte rotativas são usadas principalmente em:
- Corte de bobinas de aço laminado a quente
- Corte de chapas de aço laminadas a quente
- Produção de tiras estreitas laminadas a quente
- Centros de processamento de bobinas de aço
- Centros de serviços de aço
- Corte de borda de chapa laminada a quente
- Linhas de corte contínuas com múltiplas facas
Este produto destina-se a aço laminado a quente que completou o processo de laminação e foi resfriado. Ele não se destina ao corte de aço em brasa, cisalhamento a quente ou operações de corte longitudinal em alta temperatura em uma linha de laminação a quente.
Problemas comuns no corte de aço laminado a quente
A espessura, a resistência, a escala superficial e a carga de corte do aço laminado a quente afetam a seleção do material da lâmina, a dureza e os parâmetros do ferramental. A configuração incorreta da lâmina ou da ferramenta pode resultar em:
|
Problema Comum
|
Resultado Típico
|
| Rebarbas excessivas |
Rebarbas contínuas ou localizadas ao longo da borda da fenda |
| Deformação de Borda |
Bordas de tiras enroladas, comprimidas ou deformadas |
| Lascamento de lâmina |
Lascas localizadas, microfissuras ou danos nas bordas |
| Desgaste rápido da lâmina |
Desbaste rápido das arestas e reafiação mais frequente |
| Desgaste irregular da lâmina |
Diferentes taxas de desgaste entre lâminas superiores, inferiores ou adjacentes |
| Variação de largura |
Variação dimensional nas tiras acabadas |
| Bloqueio de faca |
Interferência durante a instalação ou operação da lâmina |
| Decapagem instável |
Dificuldade em guiar ou separar as tiras de fenda |
Esses problemas nem sempre são causados apenas pelo material da lâmina. A folga horizontal, a precisão do eixo, o paralelismo da lâmina, o acúmulo de espaçadores, as condições de instalação e a configuração de decapagem também podem afetar o resultado do corte.
Por que ocorrem rebarbas e resultados anormais de corte
Diferentes resultados de corte podem indicar diferentes áreas que precisam ser verificadas.
|
Resultado de corte
|
Direção de Inspeção
|
| Rebarbas completamente irregulares em todas as tiras |
Verifique a precisão da máquina de corte e do conjunto completo de ferramentas |
| As tiras pares ou ímpares não podem ser completamente separadas |
Verifique o alinhamento do ressalto do eixo e a folga do primeiro par de lâminas |
| Rebarbas regulares aparecem no mesmo lado das tiras |
Verifique a posição de decapagem, o ressalto do separador e a folga inicial |
| Rebarbas contínuas ao longo de todo o comprimento da tira |
Verifique o desvio da árvore e o paralelismo da lâmina |
| Algumas tiras são aceitáveis, enquanto outras permanecem defeituosas |
Verifique o erro acumulado da lâmina e a condição da superfície da lâmina |
| Rebarbas excessivas regulares em ambos os lados de todas as tiras |
A folga horizontal pode ser muito grande |
| Compressão regular em ambos os lados de todas as tiras |
A folga horizontal pode ser muito pequena |
Os problemas de corte de aço laminado a quente devem, portanto, ser avaliados verificando as lâminas, mandris, espaçadores, folga e condição de instalação em conjunto, em vez de simplesmente aumentar a dureza da lâmina.
Materiais de lâmina para diferentes espessuras de aço laminado a quente
SENDA seleciona os materiais das lâminas de acordo com a espessura do aço laminado a quente, resistência à tração, condição da superfície e requisitos reais de corte.
|
Espessura do aço laminado a quente
|
Materiais de lâmina disponíveis
|
| <3,0mm |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0–6,0mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0mm |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 e LS13
LS7, LS6 e LS13 são selecionados de acordo com a faixa de espessura do aço laminado a quente:
- O LS7 pode ser usado nas três principais faixas de espessura.
- LS6 é usado principalmente para aço laminado a quente abaixo de 6,0 mm.
- LS13 é usado principalmente para aço laminado a quente acima de 3,0 mm.
SKD11, D2 e Cr12MoV
SKD11, D2 e Cr12MoV são categorias de materiais de aço ferramenta que podem ser usadas para diferentes espessuras de aço laminado a quente. A seleção final depende da resistência da tira, escala superficial, carga de corte, velocidade de corte e risco de lascamento.
HSS
O HSS está disponível como uma categoria de material de aço rápido para diferentes faixas de espessura. O grau específico de HSS é selecionado de acordo com as condições reais de corte.
SD-51 e SD-56
SD-51 e SD-56 podem ser usados para aplicações laminadas a frio e a quente. A seleção final ainda depende da espessura da tira, resistência e parâmetros da máquina.
Dureza da lâmina e equilíbrio de resistência
O HRC 62–64 está disponível para especificações aplicáveis de lâminas de aço para ferramentas, mas essa faixa de dureza não deve ser aplicada uniformemente a todos os materiais da lâmina.
A dureza final depende de:
- Material da lâmina
- Espessura do aço laminado a quente
- Resistência à tracção
- Condição de escala de superfície
- OD e espessura da lâmina
- Velocidade de corte
- Carga de ponta
- Risco de lascas
Maior dureza pode suportar retenção de aresta e controle de desgaste, mas a tenacidade da lâmina também deve ser considerada para tiras mais espessas, cargas de corte mais altas ou condições de impacto.
O material da lâmina e os parâmetros de tratamento térmico devem, portanto, ser selecionados de acordo com a aplicação específica de corte. HRC 62–64 não é uma especificação de dureza universal para todas as lâminas de corte de aço laminado a quente.
Tolerância e paralelismo da espessura da lâmina
A precisão da lâmina muda com o diâmetro externo. Uma tolerância de espessura de ±0,001 mm não deve ser apresentada como uma tolerância universal para todos os tamanhos de lâmina.
|
Diâmetro Externo da Lâmina
|
Tolerância de Espessura
|
Paralelismo
|
| ≤250mm |
±0,001mm |
0,002 milímetros |
| ≤340mm |
±0,001mm |
0,002 milímetros |
| ≤420mm |
±0,001mm |
0,002 milímetros |
| ≤550mm |
±0,003 mm |
0,002 milímetros |
| ≤600mm |
±0,005mm |
0,005mm |
Em um sistema de corte com múltiplas facas, erros dimensionais de lâminas e espaçadores individuais podem se acumular. A pilha completa de ferramentas deve, portanto, ser controlada além da espessura de cada lâmina individual.
Planicidade da lâmina por diâmetro e espessura
O nivelamento da lâmina depende do diâmetro externo e da espessura da lâmina.
|
Diâmetro Externo da Lâmina
|
Espessura ≤1 mm
|
Espessura 1–2 mm
|
Espessura 2–5 mm
|
Grossura>5mm
|
| ≤250mm |
0,02 mm |
0,005 mm |
0,002 milímetros |
0,002 milímetros |
| ≤340mm |
0,03 mm |
0,01mm |
0,005 mm |
0,002 milímetros |
| ≤420mm |
0,04 mm |
0,02mm |
0,01mm |
0,002 milímetros |
| ≤550mm |
- |
- |
0,02mm |
0,005mm |
| ≤600mm |
- |
- |
- |
0,01mm |
Planicidade e paralelismo adequados ajudam a controlar o contato da lâmina, a carga de corte localizada, o desgaste irregular e a variação nas bordas da fenda acabada.
Rugosidade e acabamento superficial
A rugosidade padrão da superfície da lâmina é Ra 0,2 μm. Para tamanhos de precisão aplicáveis, a rugosidade da superfície polida pode atingir Ra 0,1 μm.
|
Parâmetro de superfície
|
Especificação
|
| Rugosidade de superfície padrão |
Ra 0,2 μm |
| Rugosidade de superfície polida |
Ra 0,1 μm |
| Faixa aplicável principal para Ra 0,1 μm |
Tamanhos de lâmina correspondentes com diâmetro externo ≤420 mm |
| Acabamento de superfície |
Rectificado, lapidado e polido |
O termo original “Arredondamento da superfície: Ra 0,1 μm” deve ser corrigido para “Rugosidade da superfície”, porque Ra se refere à rugosidade da superfície em vez de arredondamento.
Referência de folga horizontal da lâmina
A folga horizontal da lâmina é inicialmente selecionada de acordo com a espessura da tira e a resistência à tração.
|
Material e resistência à tração
|
Folga horizontal como porcentagem da espessura da tira
|
| Alumínio macio, cobre e latão, ≤100 MPa |
3%–5% |
| Aço macio, liga de cobre e alumínio duro, ≤240 MPa |
Aproximadamente 10% |
| Aço de dureza média e aço inoxidável macio, aproximadamente 420–620 MPa |
Aproximadamente 12% –15% |
| Aço inoxidável e aço de alta liga, aproximadamente 700–1310 MPa |
Aproximadamente 15% –25% |
Para aço laminado a quente, as principais faixas de referência são:
- Aço laminado a quente mais macio e com resistência à tração ≤240 MPa: folga inicial de aproximadamente 10% da espessura da tira.
- Aço laminado a quente de média resistência com resistência à tração de aproximadamente 420–620 MPa: folga inicial de aproximadamente 12%–15% da espessura da tira.
Esses valores são referências de configuração inicial. A folga final deve ser ajustada de acordo com o tipo real do aço, espessura, condição da aresta de corte, precisão da máquina e perfil de aresta cortada necessário.
A folga excessiva pode resultar na formação regular de rebarbas. Folga insuficiente pode aumentar a compressão do material, carga na aresta de corte ou desgaste anormal.
Como funcionam as lâminas de corte rotativas
Depois que a bobina de aço laminada a quente entra na linha de corte, as lâminas rotativas superior e inferior são montadas em seus respectivos mandris. Lâminas, espaçadores e calços são dispostos de acordo com as larguras de tira exigidas.
O processo de corte inclui:
- A bobina de aço laminada a quente entra na linha de corte.
- As lâminas rotativas são dispostas nos mandris superior e inferior de acordo com as larguras do alvo.
- Os espaçadores de aço controlam as posições das lâminas e as larguras das tiras acabadas.
- Os calços são usados para ajustar as posições da lâmina e a folga horizontal.
- As lâminas superior e inferior formam a folga horizontal e a sobreposição necessárias.
- A bobina de aço é continuamente cortada à medida que passa pelas bordas da lâmina.
- Os anéis de borracha e os anéis de remoção suportam a fixação, a orientação e a remoção da tira.
- As tiras cortadas continuam a recuar ou processar a jusante.
A qualidade do corte depende não apenas da nitidez da lâmina, mas também da condição da árvore, da precisão da lâmina, do ajuste da folga e das dimensões acumuladas da pilha completa de ferramentas.
Ferramentas completas para linhas de corte de aço laminado a quente
SENDA pode configurar lâminas e ferramentas de suporte de acordo com a máquina de corte longitudinal, larguras de tira alvo e estrutura da pilha de ferramentas.
|
Componente de ferramentas
|
Função principal
|
| Lâminas de corte rotativas |
Execute corte longitudinal contínuo |
| Espaçadores de aço |
Controle a posição da lâmina e a largura da tira acabada |
| Calços |
Ajustar a posição da lâmina e a folga horizontal |
| Anéis NBR |
Recomendado para materiais laminados a quente para fixação, orientação e suporte de decapagem |
| Anéis de PU |
Opcional para materiais laminados a quente |
| Anéis descascadores de aço |
Aplique pressão, oriente e remova tiras estreitas |
| Ferramentas separadoras |
Separe e oriente as tiras de fenda |
Para materiais laminados a quente, os anéis NBR são a direção recomendada, enquanto os anéis PU podem ser selecionados de acordo com as condições da máquina e da superfície do material.
Como selecionar lâminas de corte rotativas para aço laminado a quente
1. Confirme os parâmetros do aço laminado a quente
Forneça:
- Classe de aço laminado a quente
- Espessura da tira
- Resistência à tracção
- Condição da superfície
Esta informação é usada para determinar o material da lâmina, a dureza e a folga horizontal inicial.
2. Confirme as dimensões da lâmina e da árvore
Forneça:
- Diâmetro externo da lâmina
- Diâmetro interno da lâmina
- Espessura da lâmina
- Dimensões do mandril
- Furo e estrutura de instalação
- Desenho de lâmina existente ou amostra física
Quaisquer requisitos de desenho para planicidade, paralelismo, concentricidade, raio, chanfro ou geometria de ponta também devem ser fornecidos.
3. Confirme as condições de produção
Forneça:
- Velocidade de corte
- Largura da faixa alvo
- Modelo de máquina de corte
- Configuração de ferramentas multifacas
Algumas linhas de corte de alta velocidade que processam aproximadamente 0,5–2,7 mm de aço laminado a frio e a quente têm uma velocidade de referência da indústria de aproximadamente 305 m/min. A velocidade operacional real ainda depende da espessura da tira, da resistência à tração, das dimensões da lâmina e das condições da máquina. Esta velocidade não deve ser aplicada uniformemente em toda a faixa de espessura de 0,1 a 24 mm.
4. Confirme o problema atual de corte
Fotos da aresta da fenda, aresta de corte da lâmina e condição de desgaste podem ajudar a avaliar:
- Posição e direção da rebarba
- Lascamento da lâmina
- Desgaste irregular da lâmina
- Variação de largura de faixa
- Faca emperrada
- Decapagem instável
5. Confirme os requisitos de ferramentas de suporte
Por favor, confirme se o pedido requer:
- Espaçadores de aço
- Calços
- Anéis NBR ou PU
- Anéis descascadores de aço
- Ferramentas separadoras
Da revisão do desenho à inspeção dimensional
As lâminas de corte de aço laminado a quente devem corresponder aos mandris, espaçadores e conjunto completo de ferramentas existentes do cliente. A SENDA pode fabricar de acordo com desenhos do cliente, dimensões de lâminas existentes ou amostras físicas. O desenho aprovado é utilizado como base para a produção e inspeção do produto acabado.
Revisão de desenhos e parâmetros
Antes da produção, as informações técnicas são revisadas para confirmar:
- OD, ID e espessura da lâmina
- Dimensões de montagem do furo ao mandril
- Requisitos de planicidade e paralelismo
- Requisitos de concentricidade
- Raio, chanfro e estrutura de ponta
- Tolerâncias dimensionais e dados de inspeção mostrados no desenho
O material da lâmina, a dureza e o grau de precisão também são selecionados de acordo com a espessura do aço laminado a quente, resistência à tração e condições reais de corte.

Inspeção dimensional da lâmina acabada
Após a usinagem, as dimensões da lâmina acabada e a condição da superfície são verificadas de acordo com o desenho aprovado e os requisitos do pedido. Isso ajuda a confirmar se as lâminas correspondem aos mandris e à configuração de ferramentas existentes do cliente.
Os itens de inspeção podem incluir:
- Diâmetro externo
- Diâmetro interno
- Espessura da lâmina
- Dimensões especificadas pelo desenho
- Condição de ponta e superfície
- Ajuste dimensional de conjuntos completos de ferramentas
Processo de Fabricação
SENDA fabrica ferramentas de corte industrial a partir de aços-ferramenta de liga forjada, aços rápidos, aços patenteados e aços de alto desempenho para metalurgia do pó.
O principal processo de fabricação inclui:
- Revisão de aplicação e desenho
- Confirmação do material da lâmina e da dureza
- Preparação de matéria-prima e forjamento
- Tratamento térmico a vácuo ou tratamento térmico em banho de sal
- Temperamento
- Usinagem dimensional CNC
- Retificação cilíndrica interna e externa
- Moagem de superfície de precisão
- Processamento de ponta
- Lapidação ou polimento
- Inspeção dimensional e de superfície
- Prevenção de ferrugem e embalagem
A rota de produção real pode variar de acordo com o material da lâmina, dimensões e requisitos de precisão.
Inspeção e Controle de Qualidade
SENDA utiliza análise de materiais, inspeção dimensional e inspeção de superfície para controlar matérias-primas, processos de fabricação e lâminas acabadas.
|
Item de inspeção
|
Conteúdo de inspeção
|
| Análise Espectral |
Verifica a composição química do material |
| Análise Metalográfica |
Avalia a microestrutura do material |
| Testes Não Destrutivos |
Verifica defeitos de material ou produto |
| Inspeção de OD e ID |
Verifica os diâmetros externos e internos de acordo com o desenho aprovado |
| Inspeção de Espessura |
Verifica a espessura da lâmina |
| Inspeção de planicidade |
Verifica o nivelamento da lâmina |
| Inspeção de Paralelismo |
Verifica o paralelismo entre as superfícies de trabalho |
| Inspeção de Concentricidade |
Verifica a relação concêntrica entre o furo e o diâmetro externo |
| Inspeção de rugosidade superficial |
Verifica a rugosidade da superfície retificada ou polida |
| Inspeção de ponta |
Verifica lascas, rebarbas e condições de retificação |
Os itens específicos de inspeção são determinados de acordo com o material da lâmina, dimensões, desenhos e requisitos do pedido.
Embalagem e Entrega
|
Item
|
Especificação
|
| Quantidade mínima |
2 peças |
| Prazo de entrega |
30–35 dias |
| Proteção contra ferrugem |
Óleo antiferrugem |
| Proteção Interna |
Embalagem plástica protetora |
| Embalagem externa |
Caixa de madeira compensada forte |
| Condições de pagamento |
L/C, D/A, D/P, T/T, Western Union |
| Certificação |
ISO 9001 |
| Local de Origem |
China |
Antes da embalagem, as lâminas recebem proteção contra ferrugem. O invólucro plástico protetor e uma caixa de madeira compensada resistente ajudam a reduzir o risco de umidade, corrosão e danos nas arestas de corte durante o transporte.
Perguntas frequentes
Quais materiais estão disponíveis para lâminas de corte de aço laminado a quente?
Os materiais disponíveis incluem LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 e Cr12MoV. LS7, LS6 e LS13 são selecionados de acordo com a espessura do aço laminado a quente. Outros materiais são selecionados de acordo com a resistência da tira, condição da superfície e requisitos reais de corte.
Que espessura de aço laminado a quente as lâminas podem processar?
A faixa atual de espessura de corte é de 0,1–24 mm. Diferentes espessuras, resistências e condições da máquina exigem diferentes materiais de lâmina, dureza, dimensões, folga e velocidades de operação.
O HRC 62–64 é adequado para todos os materiais de lâmina?
Nº HRC 62–64 está disponível apenas para especificações aplicáveis de lâmina de aço para ferramentas. Os aços da série LS, HSS, materiais da série SD e outras classes exigem seleção de dureza de acordo com as propriedades do material e as condições reais de operação.
Qual folga horizontal deve ser usada para corte de aço laminado a quente?
Para aço laminado a quente mais macio com resistência à tração ≤240 MPa, aproximadamente 10% da espessura da tira pode ser usada como referência inicial. Para aço laminado a quente de resistência média a aproximadamente 420–620 MPa, aproximadamente 12%–15% pode ser usado como referência inicial. A folga final deve ser ajustada de acordo com o perfil real da borda cortada, condição da rebarba, precisão da máquina e condição da lâmina.
Que precisão de lâmina a SENDA pode oferecer?
Dependendo do diâmetro da lâmina, a tolerância de espessura pode chegar a ±0,001 mm e o paralelismo pode chegar a 0,002 mm. A rugosidade da superfície padrão é Ra 0,2 μm, enquanto as especificações polidas aplicáveis podem atingir Ra 0,1 μm.
Quais informações são necessárias para uma cotação?
Forneça o tipo de aço laminado a quente, espessura, resistência à tração, velocidade de corte, largura da tira alvo, diâmetro externo da lâmina × ID × T, dimensões da árvore, material atual da lâmina, problemas atuais de corte, desenho e quantidade necessária.
Informações necessárias para um orçamento personalizado
Para determinar o material adequado da lâmina, dureza, precisão dimensional e configuração de ferramentas, forneça:
- Classe de aço laminado a quente
- Espessura do aço laminado a quente
- Resistência à tracção
- Velocidade de corte
- Largura da faixa alvo
- Diâmetro externo da lâmina, diâmetro interno e espessura
- Dimensões do mandril
- Material atual da lâmina
- Problema atual de rebarbas, lascas ou desgaste
- Espaçadores, anéis de borracha ou anéis de remoção necessários
- Desenho técnico da lâmina
- Fotos de lâminas existentes ou dimensões físicas
- Quantidade necessária
Carregue o desenho da sua lâmina e forneça a espessura do aço laminado a quente, a resistência à tração e os parâmetros da linha de corte para material, tolerância dimensional e revisão completa do ferramental.

 Por favor verifique seu email!
Por favor verifique seu email!